In today’s fast-paced manufacturing landscape, packaging machines play a pivotal role in boosting productivity, ensuring product quality, and reducing operational costs. Among the leading innovators in this space is Levapack, a company specializing in high-quality can packaging machines and complete, customizable packaging lines. This article explores can packaging systems, their essential features, applications, and benefits, providing a comprehensive understanding of how they are transforming industries across the globe.
Understanding Can Sealing Machines and the Role of Levapack
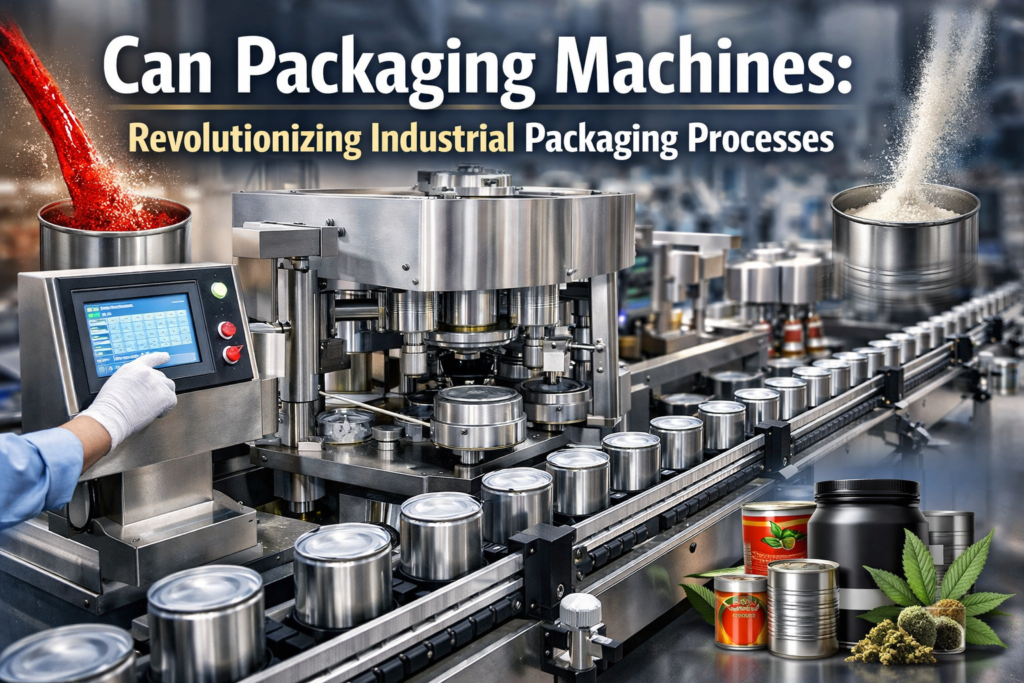
Packaging is far more than simply enclosing a product—it’s an integral part of the production process that ensures product safety, quality, and market readiness. Can sealing machines are automated industrial systems designed to fill, seal, label, and prepare cans for distribution rapidly and accurately. For example, Levapack has engineered an extensive range of machines that automate every step of the canning process—from filling empty cans to sealing and labeling them, helping businesses enhance efficiency and consistency in their packaging workflows.
These machines are indispensable in industries such as food and beverage, chemical products, powdered goods, and specialty items like cannabis packaging, where precision and quality cannot be compromised.
Core Components of Can Packaging Systems
A complete can packaging line typically comprises several key components, each responsible for a specific function in the packaging cycle. These include:
- Can Filling Machines – These accurately dispense products (liquid, powder, granules) into cans with minimal waste and exceptional precision.
- Can Seaming Machines – After filling, these machines securely seal cans to prevent contamination or leakage.
- Capping Machines – They affix caps or lids on cans where required, ensuring a tight fit and preserving product integrity.
- Labeling Machines – These apply brand labels and regulatory information with consistent placement and quality.
- Integrated Conveyor Systems – For transferring cans seamlessly through the entire line, maintaining production flow without manual handling. These systems improve throughput and reduce time between stages.
Each component can be tailored to fit specific product types, production speeds, and sanitary requirements.
Industrial Applications of Packaging Machines
Can packaging machines https://www.levapack.com/es/can-sealing-machines/ are versatile and suitable for various industries. Their ability to handle different product forms—liquid, solid, powders, and granules—makes them widely adopted across diverse sectors:
- Food and Beverage: From sauces and ready-to-eat foods to beverages, automated can packaging ensures consistent fill weights and leak-proof seals.
- Pharmaceuticals: Precision and hygiene are critical here, and automated systems drastically cut down contamination risks while ensuring accurate dosing.
- Consumer Goods: For products such as powdered detergents or granulated materials, these machines speed up packaging and preserve quality.
- Specialized Products: Packaging lines can be adapted for unique industries such as nuts, specialty coffee beans, or even cannabis products, showcasing their flexibility.
This flexibility allows businesses of all sizes to automate critical steps and adopt scalable production practices.
4. Key Benefits of Modern Can Packaging Machines
Investing in a robust packaging line offers several advantages:
Enhanced Productivity
Automated systems streamline repetitive tasks, allowing producers to handle large volumes with minimal manual intervention. Production throughput increases significantly, and workers can focus on high-value tasks.
Consistent Quality
Packaging machines deliver uniform fill levels, reliable seals, and accurate labeling, which is crucial for brand reputation and regulatory compliance.
Reduced Operational Costs
Automation means reduced labor costs, lower product waste due to precise filling systems, and fewer errors. Over time, this translates into considerable cost savings.
Improved Safety and Compliance
Automated packaging equipment provides a hygienic process with fewer human touchpoints, reducing contamination risks—especially critical in food and pharmaceutical industries.
Scalability and Flexibility
Modern systems are easily adjustable to accommodate changes in product design, packaging size, or production capacity, enabling businesses to grow without massive reinvestments in new infrastructure.

5. Customization and Smart Integration
Leading manufacturers of packaging systems, such as Levapack, prioritize not just standalone machines but fully integrated packaging solutions. By working closely with customers, these companies can design packaging lines that:
- Integrate sterilization, filling, sealing, labeling, and coding in one streamlined workflow.
- Accommodate specific sanitary standards and product characteristics (e.g., viscosity, texture, and particle size).
- Feature smart controls such as PLC systems, touchscreen interfaces, and servo motors for precise operation.
Customization ensures that the packaging line is not only efficient but optimized to meet unique business requirements.
6. Quality Control and After-Sales Support
Ensuring quality in manufacturing is fundamental to achieving consistent performance from any industrial equipment. Modern packaging machine producers emphasize:
- Certification: Machines often come with international standards like ISO, CE, and CSA, underscoring their reliability and safety.
- Quality Inspections: Components undergo rigorous testing from material procurement through final assembly to maintain operational integrity.
- Technical Support and Warranty: On-site installation guidance, spare parts kits, and technical support help businesses maintain uptime and get the most out of their equipment.
Manufacturers also often provide comprehensive warranties to give peace of mind and ensure long-term operational performance.
“Discover how Timewarp TaskUs boosts BPO efficiency with innovative processes, smart automation, and streamlined workflows, driving productivity and business growth.”
Frequently Asked Questions (FAQs)
What is a can packaging machine,e and how does it work?
A can packaging machine is an automated system that fills, seals, and labels cans quickly and accurately. The process usually starts with empty cans moving along a conveyor. The machine fills them with the product, seals them tightly to prevent leaks or contamination, and then applies labels or codes. Everything works together in one smooth production line.
What is the difference between a can-filling machine and a can sealing machine?
A can filling machine puts the product (liquid, powder, or granules) into the can. A can sealing machine closes the can securely after it is filled. Both machines are important, but they perform different steps in the packaging process.
Which industries use can packaging machines the most?
Can packaging machines are widely used in the food and beverage, pharmaceuticals, chemicals, and consumer goods industries. They are also popular in specialty markets like coffee, nuts, protein powders, and cannabis products, where accuracy and hygiene are very important.
Why are automated can packaging systems better than manual packaging?
Automated systems are faster, more accurate, and more consistent. They reduce human error, lower labor costs, and increase production speed. Manual packaging can slow down operations and increase the risk of contamination or uneven filling.
Can one packaging machine handle different types of products?
Yes, many modern can packaging machines are designed to handle liquids, powders, and granules. However, the machine must be properly configured for each product type. Some systems are fully customizable to match specific product needs.
How can sealing machines prevent leaks?
Can sealing machines use a process called seaming? This method tightly locks the lid to the can body, creating an airtight seal. A proper seal keeps the product fresh and prevents contamination during storage and transport.
What should I consider before buying a can packaging machine?
You should consider your production speed, product type, can size, available space, and budget. It is also important to check machine certifications, after-sales support, and warranty options to ensure long-term reliability.
Are can packaging machines be easily maintained?
Most modern machines are designed for easy maintenance. Regular cleaning, lubrication, and inspection help keep them running smoothly. Many manufacturers also provide technical support and spare parts to reduce downtime.
How do packaging machines improve product safety?
Automated machines reduce human contact with the product, which lowers contamination risks. They also ensure precise filling and secure sealing, helping businesses meet food safety and pharmaceutical standards.
Can small businesses use automated can packaging systems?
Yes, many manufacturers offer compact and scalable machines suitable for small and medium-sized businesses. These systems can grow with your production needs without requiring a complete replacement later.
What certifications should a reliable packaging machine have?
Look for certifications like ISO and CE. These standards show that the machine meets international safety and quality requirements, giving you confidence in its performance and durability.
How fast can a can packaging line operate?
Production speed depends on the machine model and configuration. Some systems can process dozens or even hundreds of cans per minute. High-speed lines are ideal for large-scale manufacturers.
Can packaging machines be customized for specific products?
Yes, many manufacturers offer customized solutions. Machines can be adjusted based on product viscosity, particle size, can dimensions, and sanitary requirements. This ensures better efficiency and product quality.
How do smart controls improve packaging efficiency?
Modern packaging machines often use PLC systems, touchscreen panels, and servo motors. These features allow precise control, easy monitoring, and quick adjustments, helping reduce errors and improve productivity.
Is investing in a can packaging machine worth it in the long term?
For most growing businesses, yes. While the initial investment may seem high, the long-term benefits—higher production speed, lower labor costs, better product consistency, and reduced waste—often make it a smart business decision.
Conclusion: Embracing the Future of Packaging with Can Packaging Machines
In an era where efficiency, quality, and safety drive competitive advantage, can packaging machines represent a transformative technology for modern manufacturing? Solutions offered by companies like Levapack illustrate how advanced automation, customization, and engineering expertise converge to deliver reliable, high-performance packaging systems that meet the demanding needs of today’s industries.
From improving production throughput to ensuring regulatory compliance and reducing operational costs, investing in state-of-the-art packaging machines enables companies to stay agile and prepared for future market challenges. Whether you operate in food and beverage, pharmaceuticals, or specialty product sectors, understanding and leveraging these systems can be a key differentiator for growth and sustainability in the long run.
Disclaimer:
“This article is for educational and informational purposes only. It does not provide professional, technical, or legal advice. Readers should evaluate risks and consult qualified experts before purchasing or operating any packaging equipment.”